Home
HomeKenya New Nairobi International Airport Terminal Wire Export
 GERITEL
GERITEL
 Apr 11,2026
Apr 11,2026

Airports are the lifelines of international connectivity, and their infrastructure demands the highest standards of safety, durability, and reliability. In 2023-2024, our team partnered with the construction contractor of the New Nairobi International Airport Terminal in Kenya to provide high-quality electrical cables, solving critical challenges and ensuring the smooth progress of this landmark aviation project. This case study details how our professional solutions, premium products, and rich project experience helped the client overcome obstacles and achieve project goals, highlighting the value of choosing a trusted wire export partner for large-scale infrastructure projects.
1. The Challenge of Building a World-Class Airport Terminal
Kenya’s New Nairobi International Airport Terminal is a key infrastructure project aimed at expanding the country’s aviation capacity, accommodating the growing number of international and domestic passengers, and elevating Nairobi’s status as a regional aviation hub. The terminal covers a large area, integrating passenger check-in, security, boarding, baggage handling, and administrative facilities, all of which require a stable and efficient electrical supply system. As the core of the electrical system, the choice of cables directly determines the safety, stability, and long-term operation of the entire terminal.
Before cooperating with us, the client faced several urgent pain points that hindered the project progress. First, the project required a variety of cable types to meet different scenarios, such as underground burial, indoor wiring, and equipment connection, but the local suppliers could not provide a complete product portfolio, leading to repeated negotiations with multiple suppliers and serious delays in the supply cycle. Second, the client had high requirements for cable quality and safety, as airport terminals are high-risk areas where electrical failures could cause fires, power outages, or even affect flight operations. However, many suppliers could not provide authoritative international certifications to prove product reliability. Third, the client lacked experience in selecting cables for large-scale airport projects, especially for special scenarios such as high-temperature, damp, and high-load environments, and needed a partner with professional technical support and project experience to provide guidance.
After extensive market research and comparison, the client chose our company as their exclusive wire export partner, mainly considering our comprehensive product range, rich experience in large-scale infrastructure projects, and strict quality control system supported by international certifications.
2. Tailored Cables for Airport Terminal Needs
After in-depth communication with the client, our technical team conducted a detailed analysis of the airport terminal’s electrical layout, usage scenarios, and load requirements, and customized a complete cable solution centered on SWA, HO7ZZ-F, and H07V-R cables, with a total purchase quantity of approximately 80,000 meters. Each cable type was selected for its unique advantages, perfectly matching the different needs of the project.
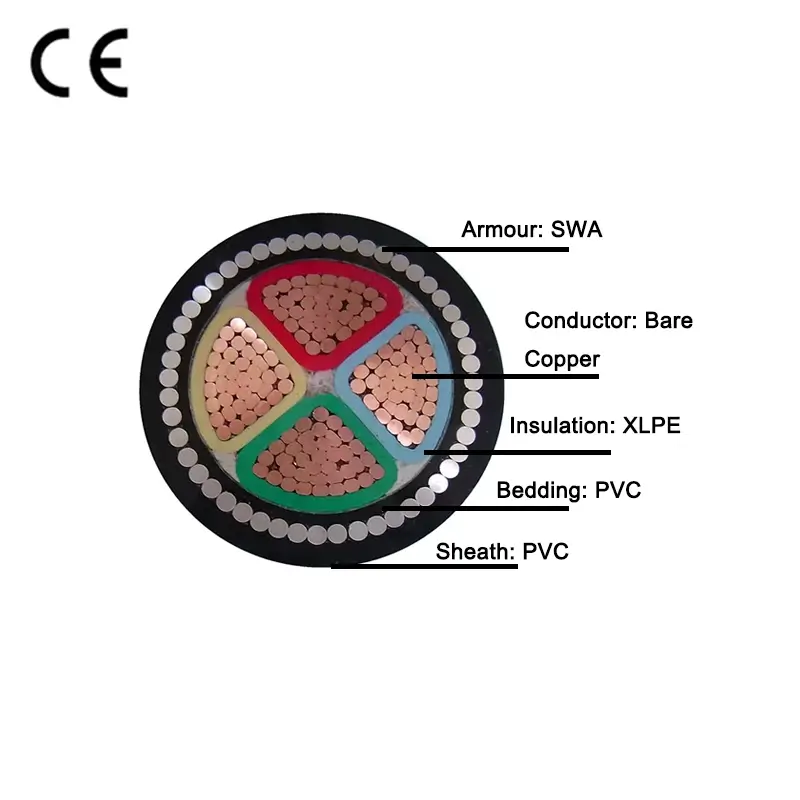
SWA (Steel Wire Armoured) cable is the core product of this project, mainly used for underground power transmission between the terminal building and the power distribution room, as well as outdoor lighting systems. We provided a variety of SWA cable specifications, including key specifications. Combined with the core needs of high load and underground burial in the airport, the key specifications and detailed parameters are as follows: The core key specification is , and we also supplied supporting specifications such as 2x120mm SWA, 3x185mm SWA, and 4x150mm SWA to adapt to different load scenarios. All key specifications comply with the IEC 60502 international standard, with a unified rated voltage of 0.6/1kV, meeting the needs of high-power power transmission in the airport. As the core specification, the 4x240mm SWA is designed for high-load power transmission. The conductor is made of 99.99% high-purity oxygen-free copper, complying with the IEC 60228 Category 2 multi-strand bunched wire structure, with a conductor cross-sectional area of 240mm². The 4-core design can bear the functions of phase wire, neutral wire, and grounding respectively, adapting to the power supply needs of high-power equipment such as air conditioners and elevators in the terminal. The armoring layer adopts a galvanized steel wire winding structure with uniform wire diameter, which has extremely strong mechanical protection performance and can effectively resist external pressure, soil corrosion, and construction collision damage during underground burial. The insulation layer is made of PVC material, with uniform thickness and aging resistance, and the operating temperature range is -40℃ to 70℃, adapting to the complex outdoor and underground environment in Kenya. It also has good flame retardant performance, complying with the IEC 60332-1-2 flame retardant standard. The outer sheath is also made of UV-resistant black PVC material (RAL9005), which can effectively resist outdoor UV radiation, extend the service life of the cable, and is halogen-free and low-smoke, meeting the high safety standards of the airport. Compared with ordinary unarmoured cables, the 4x240mm SWA cable is equipped with a galvanized steel wire armoring layer, which has strong mechanical protection capability, can effectively resist external pressure, corrosion, and damage during underground burial, and avoid cable breakage and power outages caused by construction or natural factors. Its conductor is made of 99.99% high-purity oxygen-free copper, ensuring low resistance and efficient power transmission, which is crucial for the stable operation of high-power equipment such as air conditioners, elevators, and baggage handling systems in the terminal.
The HO7ZZ-F cable is used for internal wiring of electrical equipment in the terminal, such as control panels, security monitoring systems, and passenger service facilities. This cable is a halogen-free, heavy-duty flexible cable with a rated voltage of 450/750V, suitable for medium-stress environments in dry and damp interiors. Compared with ordinary PVC cables, H07ZZ-F has excellent flame retardant performance, producing low smoke and no corrosive gas in case of fire, which can effectively reduce the risk of fire spread and protect the safety of personnel and equipment in the terminal. Its flexible structure also makes it easy to install in narrow spaces and complex wiring environments, improving construction efficiency.
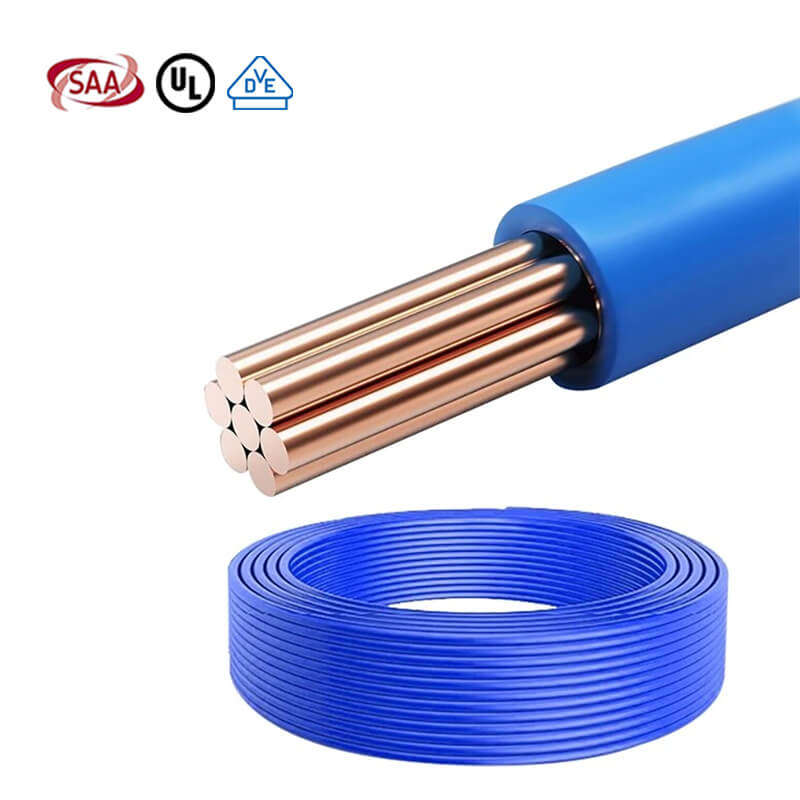
The H07V-R cable is mainly used for indoor fixed wiring, such as lighting systems, power sockets, and small electrical equipment in the terminal’s public areas and office spaces. This cable has a PVC insulation layer, which is cost-effective, moisture-proof, and oil-resistant, with a working temperature range of -30℃ to +80℃, adapting to the indoor environment of the terminal. We provided H07V-R cables in multiple specifications, including 1x1.5mm², 1x2.5mm², and 2x4mm², to meet the different power needs of various indoor equipment. Compared with other low-cost cables on the market, H07V-R cables comply with international standards, have stable electrical performance, and are not prone to insulation aging and short circuits, ensuring long-term safe use.
In addition to providing the three core cable types, we also supplemented other supporting cables according to the client’s needs, forming a complete product solution, which avoided the trouble of the client purchasing from multiple suppliers and ensured the consistency of product quality and technical parameters.
3. International Certifications and Strict Quality Control
For airport projects, safety is the top priority, and the quality of cables is the foundation of safety. Our company attaches great importance to product quality and has obtained more than 50 international certifications, including UL, SAA, TUV, CE, VDE, and ISO, ensuring that our products meet the highest global quality and safety standards. All cables provided for this project have passed strict quality inspections, complying with international standards such as IEC 60228, IEC 60502, and BS 5467, and have obtained relevant certification documents, which were submitted to the client and the project supervision unit for verification.
Before delivery, our quality control team conducted a comprehensive inspection of each batch of cables, including conductor resistance, insulation thickness, tensile strength, flame retardant performance, and armour layer integrity. For the key cable, we also conducted additional load-bearing and corrosion resistance tests to ensure that it can withstand the harsh underground environment and long-term high-load operation. In addition, we provided the client with detailed product technical parameters, installation guidelines, and quality inspection reports, helping the client better understand the product performance and ensure correct installation.
Compared with other suppliers, our advantage lies not only in having complete certifications but also in implementing a full-process quality control system, from raw material procurement to production, processing, and delivery, ensuring that every meter of cable meets the project requirements. This also solved the client’s biggest concern about cable quality and safety.
4. Efficient Cooperation to Ensure Project Progress
The client emphasized that the cable supply must keep up with the construction progress to avoid delaying the overall completion of the terminal. We fully considered the urgency of the project and formulated a detailed production and delivery plan.
First, we prioritized the production of the cable and other core products, adjusting the production schedule to ensure that the key cables were produced and inspected in advance. Second, we chose reliable international logistics partners with rich experience in exporting to Kenya, optimizing the transportation route to reduce transportation time and avoid delays caused by customs clearance or transportation problems. We also provided the client with real-time logistics information, allowing them to track the location of the goods at any time.
During the delivery process, we also sent professional technical personnel to Kenya to communicate with the client and the construction team, providing on-site guidance on cable installation, including how to handle the SWA cable’s armour layer during underground burial, how to ensure the bending radius of the HO7ZZ-F cable during installation, and how to avoid damage to the H07V-R cable’s insulation layer. This professional technical support solved the client’s installation difficulties and ensured the smooth progress of the electrical construction.
In addition, we reserved a certain amount of spare cables to deal with unexpected situations such as construction damage, ensuring that the project would not be delayed due to insufficient cable supply. Our efficient delivery and thoughtful after-sales service won high recognition from the client.
5. Stable Operation and Mutual Win
With our high-quality cables and professional solutions, the electrical system of the New Nairobi International Airport Terminal was successfully installed and put into trial operation. Up to now, the cables have been operating stably for a long time, with no electrical failures such as short circuits, power outages, or insulation damage, ensuring the normal operation of all facilities in the terminal.
The cable has performed excellently in underground power transmission, with stable power supply and no damage caused by external factors, ensuring the normal operation of high-power equipment. The HO7ZZ-F cable’s flame retardant and low-smoke properties have improved the fire safety level of the terminal, providing a safe environment for passengers and staff. The H07V-R cable has stable performance and easy installation, reducing the maintenance cost of the indoor electrical system.
The successful completion of the project has not only enhanced the client’s confidence in our company but also laid a solid foundation for our long-term cooperation in the Kenyan market. The client highly recognized our product quality, professional technical support, and efficient delivery capacity, stating that choosing our company as the wire export partner was the right decision, which not only solved their practical problems but also ensured the quality and progress of the project.
6. Cooperation Value and Customer Feedback
This cooperation is not just a simple transaction of cable supply, but a win-win cooperation based on mutual trust and professional support. For the client, we solved their pain points of incomplete product categories, unqualified quality, and lack of project experience, ensuring the smooth progress of the airport terminal project and reducing the risk of project delays and safety hazards. Our one-stop solution also saved the client’s time and cost of cooperating with multiple suppliers, improving the efficiency of project construction.
The client summarized the cooperation experience as three key advantages: first, our comprehensive product range can meet the diverse needs of large-scale infrastructure projects, avoiding the trouble of multi-supplier cooperation; second, our products have complete international certifications and strict quality control, ensuring the safety and reliability of the project; third, our rich experience in airport and other large-scale projects and professional technical support can provide practical solutions for the client, solving installation and use problems in a timely manner.
For our company, this project has further expanded our influence in the Kenyan aviation infrastructure market, accumulated more experience in large-scale airport cable supply, and laid a foundation for future cooperation with more African countries in infrastructure projects.
7. Choose Us for Your Next Infrastructure Project
Whether you are undertaking an airport, railway, commercial building, or other large-scale infrastructure project, we can provide you with customized cable solutions that meet your needs. Our advantages are obvious: we have a complete product portfolio, including SWA, HO7ZZ-F, H07V-R, and other types of cables in various specifications; we have rich experience in large-scale infrastructure projects, understanding the special needs and pain points of different projects; we have strict quality control systems and complete international certifications, ensuring that every product meets the highest standards; we provide efficient delivery and professional technical support, helping you solve problems in the whole process from product selection to installation and use.
Don’t let cable quality and supply issues delay your project progress. Contact us today to discuss your project needs, and we will provide you with the most suitable cable solutions and the most professional service. Let us work together to create high-quality infrastructure projects.
Contact Us
Dongguan GERITEL Electrical Co., Ltd.
Tel/WhatsApp/WeChat: +86 135 1078 4550 / +86 136 6257 9592
Email: manager01@greaterwire.com
 Benin Cotonou Rooftop Distributed Solar PV Project
Benin Cotonou Rooftop Distributed Solar PV Project 










 Building 2, No. 40 Luxi 2nd Road, Liaobu Town, Dongguan City, Guangdong Province, China
Building 2, No. 40 Luxi 2nd Road, Liaobu Town, Dongguan City, Guangdong Province, China