Home
HomeHow to Select the Right Electrical Feeder Cable for Industrial Facilities
 GERITEL
GERITEL
 Jun 15,2026
Jun 15,2026

If you have ever had a feeder run fail NEC inspection on a manufacturing plant project, or pulled a cracked, overheated cable from an outdoor substation 18 months after commissioning, you already know: industrial feeder cable selection is not a “pick the gauge off a table” exercise. Over 20 years of producing industrial power distribution cables, we have seen 80% of costly, avoidable project delays stem from two simple, extremely common specification mistakes — ones that show up on almost every new plant build and switchgear upgrade.
This guide is written for electrical contractors, plant maintenance teams and power distribution integrators who work with 600V feeder systems every day. It skips basic definitions and focuses on the on-site selection logic that passes inspections, reduces energy loss, and keeps your feeders running reliably for 25+ years.
1. Why Most Feeder Cable Selections Fail Industrial NEC Inspections (And Cost You Downtime)
Customers consistently tell us their biggest concern is that improper ampacity sizing and wrong insulation selection will cause cable overheating, premature failure and failed NEC inspections. Those fears are well-founded, and they almost always trace back to two avoidable errors.
· Relying solely on nominal ampacity ratings. Too many engineers use nominal cable ampacity directly from datasheets, as if the cable will operate in a 25°C lab with free air flow. In a 40°C manufacturing plant, with six current-carrying conductors bundled in the same cable tray, actual allowable ampacity drops by roughly 15%. Running a cable near its nominal rating in those conditions causes chronic overheating, degrades insulation 3x faster, and creates both safety and compliance risks.
· Specifying the wrong insulation class for wet or outdoor locations. Using standard dry-location insulation for substation feeder runs or buried conduit runs is the single most common cause of early feeder failure. Moisture ingress leads to insulation breakdown, phase-to-ground faults, and unplanned shutdowns that can cost tens of thousands of dollars per hour in lost production.
2. Core Feeder Cable Selection Rules Aligned with NEC 2023 & UL Standards
Every selection decision below is tied directly to NEC 2023 requirements and verified UL standards, including UL 44 for insulated conductors and UL 1277 for tray cable products. There are three non-negotiable rules for reliable, code-compliant selection.
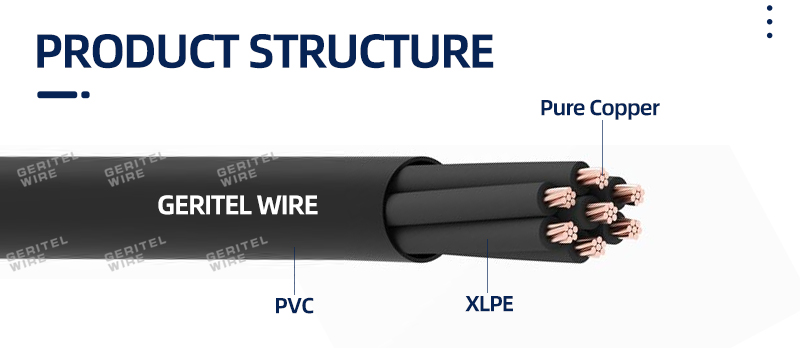
· Adjust ampacity for real-world operating conditions. Always adjust ampacity according to ambient temperature, installation method and number of parallel conductors, and calculate voltage drop for runs over 50 meters. This is not red tape — it is how you prevent thermal degradation and ensure end-of-line equipment performs as designed. For high-current industrial applications, high-purity annealed copper conductors are the standard. Our copper formulations reduce line loss and long-term energy costs compared to standard copper, a difference that adds up to substantial operational savings over 20+ years of 24/7 plant operation. Per NEC 2023 Article 310.15, apply correction factors for ambient temperatures above 30°C, for the number of current-carrying conductors sharing a raceway or tray, and for continuous duty loads (sized at 125% of rated current). For runs longer than 50 meters, verify voltage drop stays within acceptable limits to protect motor loads and sensitive equipment.
· Match insulation type to the actual operating environment. Insulation selection is the single biggest driver of service life, and it must match the actual operating environment.
THHN/THWN-2: Rated 90°C dry / 75°C wet, with a tough nylon outer layer that stands up to pulling through conduit. This is the workhorse for indoor plant feeder runs in dry assembly and production areas, and is covered under UL 83 standards.
XHHW-2: Rated 90°C for both dry and wet locations, with XLPE insulation per UL 44 and superior moisture and UV resistance. This is the required choice for outdoor switchgear connections, damp process areas, and any feeder run exposed to weather or consistent humidity. Our 90℃ XLPE/PVC insulation with UV resistance extends service life by 30% compared to standard PVC-only insulation, a difference that directly reduces replacement and maintenance costs over the cable lifecycle.
· Specify jacket and armor construction based on installation method. Match your jacket and armor construction to your installation method — do not overpay for protection you do not need, but never skimp on mechanical protection in harsh environments.
PVC jacket: The standard for indoor tray and conduit runs in general manufacturing environments, offering good abrasion and oil resistance for typical plant floors.
Aluminum interlocked armor: Ideal for exposed cable tray installations in industrial facilities. It adds reliable mechanical protection without the weight of steel, and speeds up installation compared to full conduit runs.
Galvanized steel armor: Required for direct burial runs, high-traffic floor areas, and facilities with rodent or mechanical damage risks. It delivers crush resistance and physical durability for harsh underground or floor-level environments. For grounding, use bare ground for standard systems, or insulated green ground for specifications requiring full insulation on all conductors.
3. TC-ER Feeder Cable Configurations for Manufacturing Plant and Switchgear Use
Understanding TC-ER cable NEC requirements is critical for modern industrial projects, where tray-mounted feeders are the standard for efficient, low-labor installation. TC-ER cables are listed under UL 1277 for exposed run use in approved cable trays, and they are widely used in both general manufacturing and heavier industrial settings.
For main power distribution and switchgear feeder connections, three configurations cover nearly all 600V industrial applications:
· 3/C TC-ER cable: Used for 3-phase, 3-wire delta systems, common in motor feeder runs and substation distribution feeds where a separate ground path is provided.
· 4/C TC-ER cable: The most widely used configuration for general plant power distribution, with three phase conductors plus a combined neutral and equipment ground. This is the default choice for most 600V plant feeder builds.
· 5/C TC-ER cable: Specified for sensitive process loads and systems that require a separate neutral and separate equipment grounding conductor, to eliminate electrical noise on instrumentation and control circuits.
For heavier industrial segments such as TC-ER cable for oil and gas industry projects, armored TC-ER constructions with XHHW-2 insulation are the standard, delivering the moisture, chemical and mechanical resistance required for field and processing site installations.
4. How to Vet a TC-ER Cable Manufacturer to Avoid Compliance Risks
When evaluating a TC-ER cable manufacturer China based supplier, certification verification is non-negotiable. Look for manufacturers with over 20 years of production experience, active UL 44 and UL 1277 listings, and documented follow-up service compliance. Avoid suppliers who cannot provide valid UL file numbers, or who quote wet-location ratings without corresponding UL 44 XHHW-2 certification. Full UL 83/UL 1569 certification ensures NEC 2023 compliance, and it is the only way to guarantee your project will pass inspection on the first try.
5. Frequently Asked Questions
Q: Can I use THHN cable for outdoor substation feeders if it is inside sealed conduit?
A: No. Even inside sealed conduit, condensation will develop over time, and THHN is not rated for continuous wet location operation. Use THWN-2 or XHHW-2 for any outdoor or damp location feeder run.
Q: What is the acceptable voltage drop for industrial feeder circuits?
A: Best practice and NEC guidance recommend no more than 3% voltage drop on feeder conductors, and no more than 5% total drop from the service entrance to the farthest load point.
Q: Are TC-ER cables allowed for exposed runs without conduit per NEC?
A: Yes, when installed in approved cable trays per NEC Article 336, UL 1277 listed TC-ER cables are permitted for exposed run installation without additional conduit.
Q: What temperature rating applies to XHHW-2 insulation in wet locations?
A: XHHW-2 insulation carries a 90°C temperature rating for both dry and wet locations, per UL 44 standards.

6. Get UL-Listed Industrial Feeder Cable Solutions for Your Project
Every manufacturing plant and substation project has unique load, environment and compliance requirements. As a feeder cable manufacturer with over 20 years of production experience and full UL 44, UL 83, UL 1277 and UL 1569 certifications, we can provide spec-accurate, code-compliant feeder cable solutions tailored to your project.
Send us your single-line diagram, load details and installation environment today, and we will provide a customized quotation with verified NEC-aligned specifications.
Dongguan GERITEL Electrical Co., Ltd.
Tel/WhatsApp/Wechat: +86 136 6257 9592
Tel/WhatsApp/Wechat: +86 135 1078 4550
Email: manager01@greaterwire.com
Website: www.geritelgroup.com
 Why Control Circuit Cable Matters in Modern Industrial Automation Systems
Why Control Circuit Cable Matters in Modern Industrial Automation Systems 










 Building 2, No. 40 Luxi 2nd Road, Liaobu Town, Dongguan City, Guangdong Province, China
Building 2, No. 40 Luxi 2nd Road, Liaobu Town, Dongguan City, Guangdong Province, China