Home
HomeUnderstanding Facility Power Wiring Requirements for Modern Manufacturing Plants
 GERITEL
GERITEL
 Jun 16,2026
Jun 16,2026

If you have managed electrical infrastructure at an older manufacturing facility, you have likely seen this pattern: the original power wiring worked fine for traditional machine tools, but after adding automated production lines, a central HVAC system and an on-site data control room, the main feeders run warm, breakers trip under peak load, and fire inspections flag outdated flame ratings.
For modern manufacturing plants, facility power wiring is no longer a background detail — it is the foundation of production capacity, worker safety and long-term expandability. For electrical contractors, plant facility managers and power infrastructure buyers, getting the manufacturing plant electrical system right on the first install avoids costly retrofits, reduces safety risk and supports future production growth.

1. Three Non-Negotiable Requirements for a Manufacturing Plant Electrical System
Modern plants run at far higher load densities than facilities built a decade or two ago. Reliable power distribution depends on meeting three core requirements, all of which directly impact safety and uptime.
1.1 Sufficient ampacity with built-in load growth margin
The single most common mistake in plant power design is sizing cables for only today’s load. Production lines expand, new equipment is added, and auxiliary systems such as cooling, dust collection and automation all draw additional power over time. Undersized conductors run hot, waste energy through voltage drop, and create overheating and fire risk. A properly specified industrial power infrastructure is sized for current load plus a clear growth margin, so the system does not need a full rewire in three to five years.
1.2 Dependable flame retardance for industrial fire safety
Manufacturing environments contain oils, dust and combustible materials, so electrical fire risk is a serious concern. Cables with inadequate flame performance can spread fire along cable tray runs and release toxic smoke, endangering personnel and causing far more damage than the original fault. For any plant-wide power system, flame retardant construction is not an optional upgrade — it is a baseline safety requirement.
1.3 Robust construction for long tray runs and harsh plant conditions
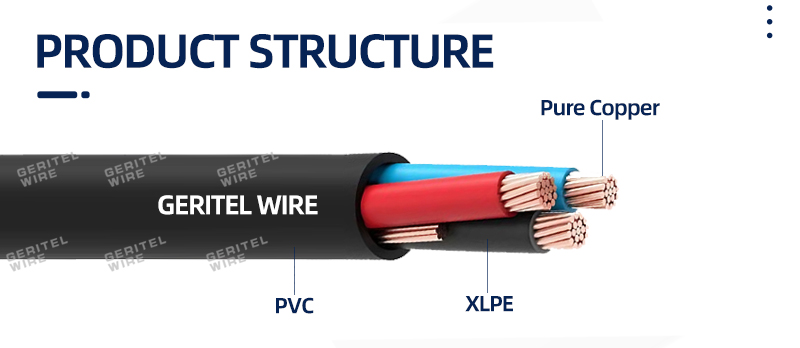
Plant power cables travel long distances across cable trays, pass through dusty production areas, and are exposed to temperature swings, minor chemical splash and mechanical vibration. Thin, low-grade PVC jacket materials crack and degrade prematurely, while poorly bonded insulation can fail under long-term thermal stress. Cables that fail inside sealed tray runs are especially expensive and disruptive to replace.
2. Optimized Cable Solutions for Core Industrial Power Infrastructure Scenarios
There is no one-size-fits-all cable for an entire plant. The right construction depends on where the cable sits in the distribution system and what load it serves. Below are the recommended solutions for the three most critical plant power scenarios.
2.1 Main distribution feeders: heavy-gauge TC-ER for backbone power delivery
Main feeder cables carry the full plant load from the main electrical room to distribution panels across the facility. These are the highest-current circuits in the plant, and reliability here is non-negotiable — a main feeder failure takes down entire production zones.
TC-ER cable for manufacturing plants is an excellent fit for main and secondary feeder applications. Built with high-purity copper conductors and a robust flame-retardant jacket, it delivers reliable ampacity and electrical safety in long tray runs. For heavy-load main feeders, 350 kcmil TC-ER cable and 500 kcmil TC-ER cable provide the high current capacity needed for plant backbone distribution. For secondary feeders serving individual production halls, 1/0 AWG TC-ER cable and 2 AWG TC-ER cable strike a strong balance between current capacity, installation flexibility and cost.
For facilities that may upgrade system voltage or add higher-load equipment in the future, dual rated TC-ER cable provides added design flexibility by supporting multiple voltage applications within its rating, reducing the need for full cable replacement during later system upgrades. Most configurations are available with either a bare ground or insulated green ground conductor to match project bonding requirements.
2.2 TC-ER cable for HVAC systems: reliable power for continuous building loads
Modern manufacturing plants rely on large central HVAC, ventilation and dust collection systems that run continuously during production hours. These are high-horsepower, high-cycle loads that place steady thermal stress on power cables, often in dusty or mechanically exposed mechanical rooms.
TC-ER cable for HVAC systems handles these continuous loads reliably. For typical 600V HVAC circuits, 3/C and 4/C configurations with XHHW-2 insulation provide excellent heat and moisture resistance, holding up better in warm mechanical rooms than standard THHN/THWN-2 conductors. The multi-conductor construction also simplifies tray installation compared to pulling individual conductors, reducing labor time on large plant HVAC retrofits.
2.3 On-site data & control room wiring: stable, clean power for critical assets
Modern plants increasingly house on-site data cabinets, server racks and central control rooms that run production monitoring, MES and automation systems. These loads do not draw extremely high current, but they require clean, stable power and reliable protection from electrical noise.
For these critical low-voltage and control power circuits, smaller-gauge TC-ER cable with optional shielding provides consistent power quality and noise immunity. Shielded constructions prevent electrical noise from production floor motor circuits from coupling into data and control power circuits, reducing the risk of glitches, data loss or unexpected control system resets.
3. Three Mandatory Checks Before Finalizing Your Cable Specification
Correct plant power cable selection is not about picking the thickest or most expensive option — it is about matching the cable precisely to your actual conditions. Always verify these three items before placing an order.
3.1 Verify ampacity against total load plus 20–30% growth margin
Start with a full load calculation for each circuit, then add a 20–30% margin for future equipment additions. This is the single most impactful step you can take to avoid overload issues and extend the useful life of your industrial power infrastructure. It costs far less to specify one gauge larger during initial installation than to re-feed an entire production hall two years later.
3.2 Align voltage and flame ratings with local electrical requirements
Always confirm that the cable’s voltage rating and flame performance align with your local electrical codes and project specifications. For most standard plant distribution systems, 600V rated cable is sufficient; for heavier industrial applications, higher-voltage dual rated options may be appropriate. Never assume a generic “industrial cable” meets your local flame requirements — verify the rating explicitly.
3.3 Match mechanical protection to actual cable route conditions
Base your jacket and armor selection on where the cable will actually be installed.
· For clean, protected cable tray runs above production areas: standard flame-retardant PVC jacket TC-ER cable is appropriate and cost-effective.
· For runs in high-traffic areas, locations with falling debris risk, or rodent-prone sections: upgrade to aluminum interlocked armor or galvanized steel armor for reliable mechanical protection.
· For damp or washdown areas: confirm insulation and jacket materials are rated for wet conditions.
4. Frequently Asked Questions
Q1: Why use multi-conductor TC-ER cable instead of individual THHN wires in conduit?
Multi-conductor TC-ER cable installs much faster on long tray runs because you pull one cable instead of three or four separate conductors. It also has a consistent overall jacket that provides uniform abrasion and flame protection. For plant-wide feeder and branch circuits, this reduces labor cost, simplifies tray layout and delivers more consistent long-term performance than pulling individual THHN/THWN-2 conductors.
Q2: What is the practical benefit of dual rated TC-ER cable?
Dual rated TC-ER cable supports use across multiple voltage classes within its design limits. This is most valuable for facilities that plan future production expansion, voltage system upgrades, or equipment transfers between buildings with different supply voltages. It adds design flexibility and reduces the risk of needing full cable replacement during later plant modifications.
Q3: When should I use 500 kcmil vs 350 kcmil feeder cable?
Choose based on calculated load current and run length. 350 kcmil TC-ER cable handles most medium to large plant secondary feeders and individual production hall mains. 500 kcmil TC-ER cable is specified for primary main feeders, very high-load production zones, or exceptionally long cable runs where voltage drop becomes a factor. Always confirm sizing with full ampacity and voltage drop calculations for your specific installation conditions.
Q4: Do all plant power cables need armor?
No. Armored cable is only necessary where the cable is exposed to physical impact, crush risk or rodent damage. For cables routed in elevated, protected cable trays in standard production environments, a durable PVC-jacketed TC-ER cable will provide fully reliable service at a lower cost. Reserve aluminum interlocked armor or galvanized steel armor for floor-level runs, high-traffic walkways and high-risk mechanical rooms.

5. Get a Plant-Wide Cable Specification Review
Your facility power wiring is the backbone of everything that happens on your production floor. Specifying it correctly for today’s load and tomorrow’s growth is one of the highest-return decisions you can make for plant safety, reliability and long-term operating cost.
If you are designing power distribution for a new manufacturing plant, upgrading an existing electrical system, or reviewing cable specifications for a project, our team can help. Share your load calculations, plant layout and project timeline, and we will recommend the optimal TC-ER cable sizes, configurations and constructions for your specific application, along with a competitive project quotation.
Dongguan GERITEL Electrical Co., Ltd.
Tel/WhatsApp/Wechat: +86 136 6257 9592
Tel/WhatsApp/Wechat: +86 135 1078 4550
Email: manager01@greaterwire.com
Website: www.geritelgroup.com
 Best Cable Solutions for Industrial Machinery and Production Equipment
Best Cable Solutions for Industrial Machinery and Production Equipment 










 Building 2, No. 40 Luxi 2nd Road, Liaobu Town, Dongguan City, Guangdong Province, China
Building 2, No. 40 Luxi 2nd Road, Liaobu Town, Dongguan City, Guangdong Province, China