Home
HomeTop Advantages of XHHW-2 XLPE Insulated Wire
 GERITEL
GERITEL
 Mar 24,2026
Mar 24,2026

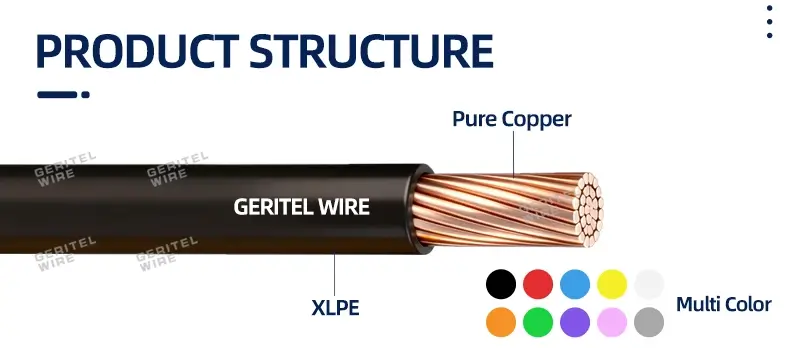
When it comes to modern electrical installations, selecting the right wire is crucial. Among the options available, XHHW-2 XLPE insulated wire stands out as a versatile, reliable, and efficient choice for both commercial and residential applications. In this post, we will explore the top advantages of XHHW-2 wire, while highlighting why choosing certified and professionally manufactured products ensures optimal performance.
Superior Heat Resistance
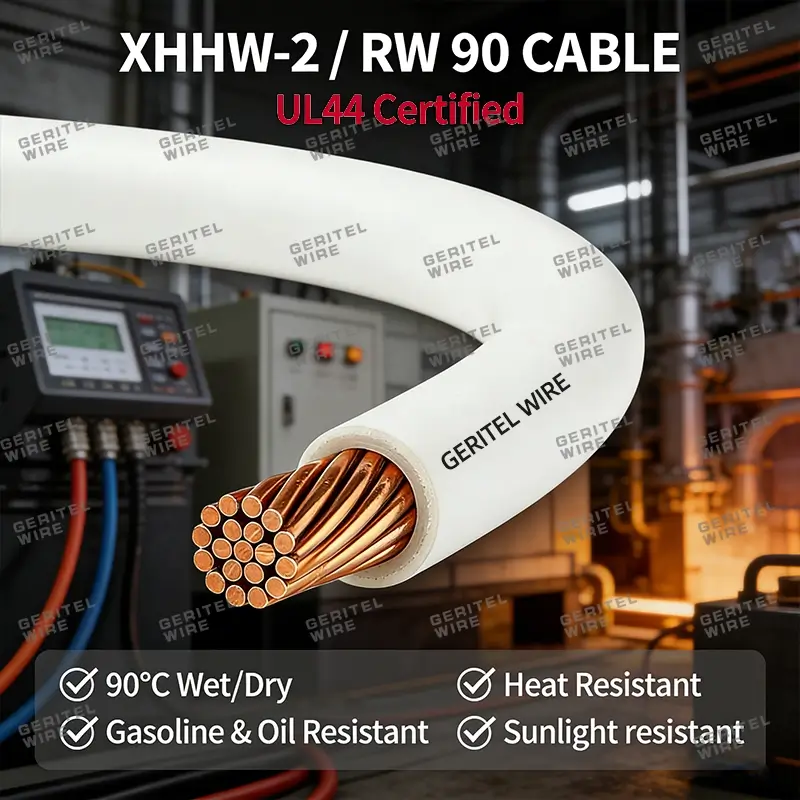
One of the primary benefits of XHHW-2 wire is its excellent heat resistance. The XLPE (cross-linked polyethylene) insulation allows it to withstand temperatures up to 90°C in wet locations and 90°C in dry locations without compromising performance. This makes it highly suitable for environments where high temperatures are common, such as industrial plants, commercial buildings, and outdoor installations—including XHHW-2 cable for engineering projects that demand high thermal stability.
Using certified XHHW-2 wires ensures that the insulation meets rigorous international safety standards, providing peace of mind for both installers and end-users. Our professionally manufactured wires come with documentation verifying compliance with UL certifications, which is especially important when adhering to local electrical codes.
Exceptional Electrical Performance
The cross-linked polyethylene insulation not only protects against heat but also minimizes electrical losses and enhances conductivity. This means that XHHW-2 wires maintain stable electrical performance even under high current loads. Whether you are wiring for residential panels, commercial switchboards, or industrial machinery, or XHHW-2 low voltage electric cable setups, these wires offer consistent performance, these wires offer consistent performance.
Furthermore, our certified XHHW-2 wires are professionally tested for electrical efficiency, ensuring low resistance and optimal energy transfer. This helps reduce operational costs over time while meeting the highest quality standards expected by engineers and electricians.
Moisture and Chemical Resistance
Another key advantage of XHHW-2 insulated wire is its outstanding resistance to moisture, chemicals, and oils. This makes it ideal for wet or corrosive environments, such as basements, factories, and outdoor conduits. The XLPE insulation prevents water absorption, reducing the risk of short circuits and insulation breakdown.
Professional-grade XHHW-2 wires are manufactured under strict quality control processes, ensuring that the insulation remains durable and resistant to environmental hazards. Choosing certified products ensures that your electrical systems are protected against moisture-related failures for years to come.
Flexibility and Ease of Installation
Despite its robust insulation, XHHW-2 wire remains flexible and easy to handle. This makes installation quicker and more efficient, reducing labor costs and minimizing the risk of damage during bending or routing through conduits. For electricians and contractors, this balance of durability and flexibility is highly valuable.
Longevity and Durability
Investing in high-quality XHHW-2 wire means long-term reliability. The XLPE insulation is resistant to cracking, abrasion, and thermal degradation, which translates into fewer maintenance issues and reduced replacement costs. These wires are designed to last decades, even in demanding electrical systems.
Our professionally certified XHHW-2 wires are manufactured using premium materials and undergo rigorous quality assurance tests. This not only ensures compliance with safety standards but also guarantees that the wire retains its performance over time, giving customers confidence in their electrical infrastructure.
Wide Range of Applications
XHHW-2 insulated wire is highly versatile, making it suitable for a wide range of applications, including residential, commercial, and industrial projects. From wiring household circuits and HVAC systems to powering industrial machinery, XHHW-2 meets various electrical demands without compromising safety or efficiency.
Choosing certified and professionally manufactured wires ensures compatibility with national and international codes, making them a reliable choice for engineers, contractors, and facility managers alike.
Enhanced Safety
Safety is paramount in any electrical installation. XHHW-2 wires reduce the risk of electrical fires due to their high thermal resistance and chemical durability. By using certified wires, you also ensure that the product has undergone stringent safety testing, including flame-retardant and insulation integrity tests.
Professionally manufactured XHHW-2 wires adhere to strict quality standards, minimizing the risks associated with substandard electrical components. This commitment to safety protects both property and lives, making certified wires a smart investment for any project.
Environmentally Friendly
Many XHHW-2 wires are designed to be environmentally friendly, featuring insulation materials that are free from harmful substances. Choosing certified products also ensures that manufacturing processes meet environmental regulations and sustainable practices.

Conclusion
In conclusion, XHHW-2 XLPE insulated wire offers a combination of superior heat resistance, exceptional electrical performance, moisture and chemical resistance, flexibility, durability, wide applicability, and enhanced safety. Choosing certified, professionally manufactured wires further guarantees compliance with industry standards and long-term reliability.
Contact us Now
Looking for professional wire manufacturer? DONGGUAN GERITEL ELECTRICAL is ready.
Tel/WhatsApp/WeChat: +86 136 6257 9592 / +86 135 1078 4550
Email: manager01@greaterwire.com
 Best Applications for Thermoset Insulated Electrical Wire
Best Applications for Thermoset Insulated Electrical Wire 










 Building 2, No. 40 Luxi 2nd Road, Liaobu Town, Dongguan City, Guangdong Province, China
Building 2, No. 40 Luxi 2nd Road, Liaobu Town, Dongguan City, Guangdong Province, China