Home
HomeWhy Are XHHW/XHHW-2 and RHH/RHW-2 Cables the Top Choice for Industrial Applications
 GERITEL
GERITEL
 Mar 23,2026
Mar 23,2026

In modern industrial environments—where reliability, safety, and long-term performance are non-negotiable—choosing the right wiring solution is critical. Among the many options available,XHHW/XHHW-2 cables and RHH/RHW-2 cables consistently stand out as the preferred industrial application cables across factories, manufacturing plants, and heavy-duty infrastructure projects. But what exactly makes these cables the top choice?
This article breaks down their key advantages, explaining in clear, practical terms why they dominate demanding industrial settings.
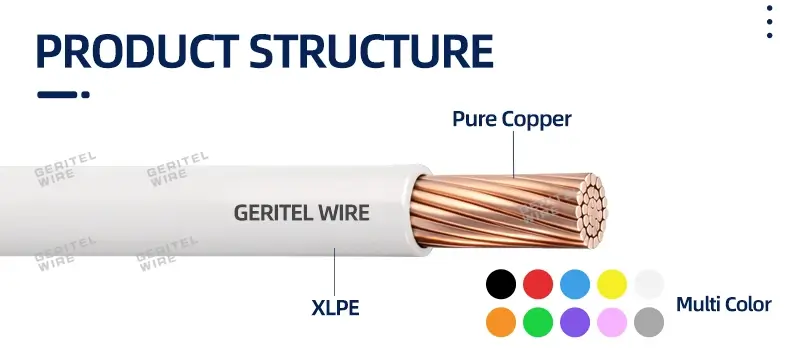
1. Material & Structural Advantage: Built for Industrial Demands
At the core of both XHHW/XHHW-2 cables and RHH/RHW-2 cables lies advanced insulation technology. These cables typically use cross-linked polyethylene (XLPE), a material engineered to enhance thermal stability, electrical insulation, and mechanical strength.
Compared to traditional PVC insulation, XLPE offers:
- Higher resistance to heat deformation
- Improved aging performance
- Stronger resistance to cracking under stress
This structural advantage makes them ideal high temperature industrial cables, especially in environments where cables are exposed to continuous electrical loads and elevated ambient temperatures. For engineers, this means fewer failures and more predictable performance over time.
2. Temperature Performance: Stability Under Extreme Heat
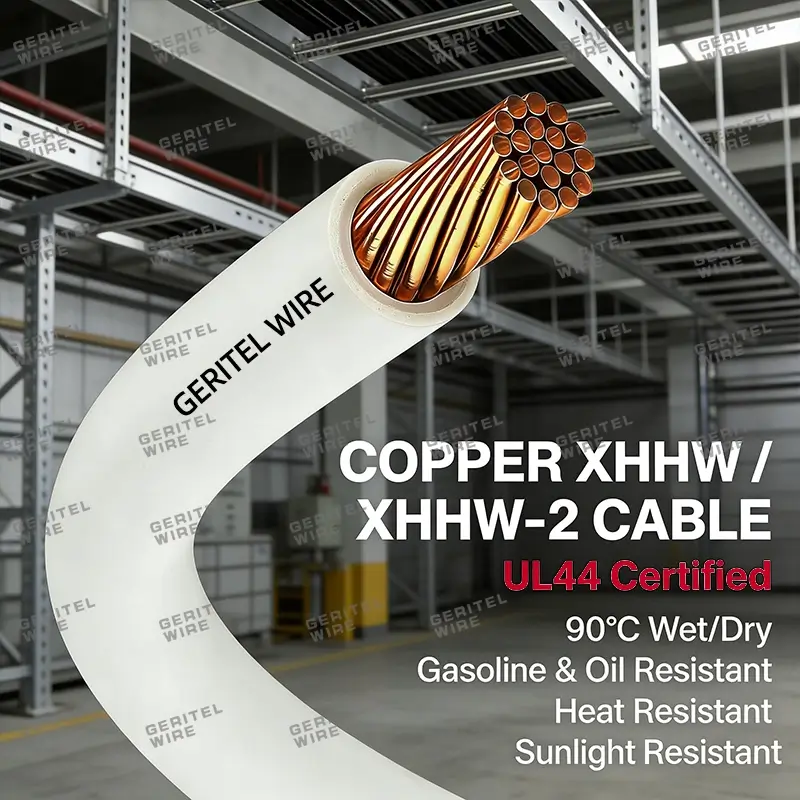
In industrial settings where cables are frequently subjected to elevated temperatures generated by heavy machinery, high electrical loads, or confined installation spaces, the importance of using high temperature industrial cables cannot be overstated, and this is precisely where XHHW/XHHW-2 cables and RHH/RHW-2 cables demonstrate their superior engineering value.
For instance, XHHW/XHHW-2 cables are designed to operate at temperatures up to 90°C in both wet and dry environments, which provides exceptional flexibility for engineers who require a single cable type that can perform reliably across varying conditions, while RHH/RHW-2 cables, particularly RHW-2 variants, offer comparable thermal resistance combined with enhanced moisture tolerance, thereby ensuring that electrical systems remain stable even under continuous thermal stress.
As a result, these cables are extensively used in high-demand applications such as industrial power distribution systems, motor connections, and processing facilities, where maintaining insulation integrity under heat exposure is critical to preventing system failures and ensuring long-term reliability.
3. Environmental Resistance: Designed for Harsh Conditions
Given that many industrial installations are exposed to challenging environmental conditions, including moisture, ultraviolet radiation, corrosive chemicals, and mechanical wear, the need for weather resistant industrial cables becomes essential, and both XHHW/XHHW-2 cables and RHH/RHW-2 cables are specifically engineered to withstand these external stress factors without compromising performance.
Their insulation systems provide excellent resistance to water ingress, making them suitable for wet locations and underground conduit installations, while their ability to resist UV degradation ensures long-term durability in outdoor environments such as construction sites, substations, and renewable energy projects, and their chemical resistance allows them to perform reliably in industrial facilities where exposure to oils, solvents, or corrosive substances is unavoidable.
This level of environmental resilience not only extends the service life of the cables but also significantly reduces maintenance requirements, which is a key consideration for industrial operators seeking to optimize operational efficiency and reduce total cost of ownership.
4. Electrical Performance & Safety: Reliable Power Transmission
Another critical factor contributing to the widespread adoption of these cables as reliable industrial cables is their excellent electrical performance, which is largely attributed to the high dielectric strength of XLPE insulation, enabling XHHW/XHHW-2 XLPE insulated power cables to effectively prevent electrical leakage, withstand voltage stress, and maintain consistent conductivity even under fluctuating load conditions.
Similarly, RHH/RHW-2 cables are designed to deliver stable electrical performance while offering additional mechanical protection, which is particularly important in industrial environments where cables may be subjected to vibration, impact, or installation stress, thereby ensuring that the overall electrical system operates safely and efficiently.
It is also important to highlight that high-quality products in this category are typically certified industrial cables, meaning they comply with internationally recognized standards such as UL certifications, and in our case, all XHHW/XHHW-2 and RHH/RHW-2 cables are manufactured under strict quality control processes and supplied with complete certification documentation, which provides assurance to engineers, contractors, and procurement professionals that the products meet stringent safety and performance requirements.
5. Application Flexibility: One Solution, Multiple Scenarios
One of the defining advantages of these industrial application cables is their remarkable versatility, which allows them to be used across a wide range of industrial scenarios without compromising performance or requiring multiple specialized cable types, thereby simplifying system design and procurement processes.
For example, XHHW/XHHW-2 electric wire industrial cable are commonly used in conduit wiring systems and general-purpose power distribution due to their flexibility and dual wet/dry rating, while RHH/RHW-2 cables are often selected for more demanding applications that require thicker insulation and enhanced durability, such as heavy machinery connections, industrial automation systems, and large-scale infrastructure projects.
This adaptability makes them an ideal solution for engineers and contractors who need reliable, high-performance cables that can meet the diverse requirements of modern industrial environments while maintaining consistency and compliance across installations.
6. Cost Efficiency: Long-Term Value Over Short-Term Savings
Although the initial cost of cables is always a consideration in industrial projects, experienced buyers understand that the true value lies in long-term performance and reliability, which is why XHHW/XHHW-2 cables and RHH/RHW-2 cables are often preferred for their ability to deliver superior lifecycle cost efficiency.
Due to their resistance to heat, moisture, and mechanical stress, these cables require less frequent replacement and maintenance, which reduces operational disruptions and associated costs over time, and when sourced from a professional industrial cable supplier, the benefits are further enhanced through access to technical expertise, customized solutions, and consistent product quality.
As a supplier with extensive industry experience, we not only provide certified industrial cables but also offer tailored cable solutions designed to meet specific project requirements, ensuring that our clients achieve optimal performance, compliance, and cost-effectiveness in their industrial operations.
7. Compliance & Certification: Meeting Global Standards
In industrial projects, compliance is non-negotiable. Using certified industrial cables ensures adherence to safety regulations and industry standards.
Both XHHW/XHHW-2 cables and RHH/RHW-2 cables are widely recognized under international certification systems, making them suitable for global projects. Certified products provide:
- Assurance of quality and safety
- Compatibility with regulatory requirements
- Confidence for engineers and inspectors
Our cables, for instance, are manufactured under strict quality control systems and come with complete certification documentation, reinforcing their reliability in critical applications.

Conclusion
From material composition and temperature resistance to environmental durability and electrical performance, XHHW/XHHW-2 cables and RHH/RHW-2 cables prove their value from every angle. Their versatility, reliability, and compliance make them the definitive industrial application cables for modern industries.
However, the true performance of any cable depends not only on its design but also on its quality and source. Choosing a professional industrial cable supplier that offers certified industrial cables ensures that your investment translates into long-term safety and operational stability.
In demanding industrial environments, the right cable is not just an option—it’s a necessity.
Dongguan GERITEL Electrical Co., Ltd. supplies high-quality UL44 rated XHHW/XHHW-2 and RHH/RHW-2 cables, providing safe, reliable, and durable solutions for industrial power distribution, HVAC, and machinery applications.
Contact Us
Tel/Wechat/WhatsApp: +86 136 6257 9592
Email: manager01@greaterwire.com
Website: www.greaterwire.com
 What Is UL44 Wire? Complete Guide to XHHW, RHW-2, and RHH Building Wire
What Is UL44 Wire? Complete Guide to XHHW, RHW-2, and RHH Building Wire 










 Building 2, No. 40 Luxi 2nd Road, Liaobu Town, Dongguan City, Guangdong Province, China
Building 2, No. 40 Luxi 2nd Road, Liaobu Town, Dongguan City, Guangdong Province, China